
Rebar lines
Rebar rolling mill includes short-stress-path rolling mill, pre-stressing path rolling mill, Morgan close-top housing rolling mill, half-close-top housing rolling mill etc. Main rebar production lines are continuous H/V rolling mill line, full-H continuous rolling mill line, semi-continuous rolling mill line, open-train rolling mill line and so on.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Short-stress-path rolling mill:
It is assembled with four screws in series, with short stress path and great rigidity. The upper roller and lower roller can be adjusted symmetrically without changing the rolling center. Center distance adjusting range of two rollers: 0~110mm. By equipping with independent hydraulic station, it is easy and convenient to lift cardan shaft and change roller. Powered by DC motor, it has a wide range of speed regulation. Most of short-stress-path rolling mill lines are H/V type, which can process untwisted rolling in the whole line. Rough rolling and intermediate rolling can meet the requirements on rolling big billets and improving rolling precision, finish rolling is mainly responsible for improving rolling precision and speed (highest: 18m/s).
Features:
1. Upper and lower bearing seat are connected with four screws in series, with short stress path and great rigidity.
2. Hydraulic balance cylinder, thread pitch can be removed with constant force, with less spring.
3. Fix stand with hydraulic lock, easy to be moved transversely, fast groove exchanging.
4. Screwing-down of hydraulic motor, easy and convenient to be adjusted.
5. Complete machine roller exchanging, convenient and time saving.
Pre-stressed path rolling mill:
Before rolling, the prestressing force is applied to the rolling mill, which can offset the deformation of a part of the mill during rolling and improve the rigidity of the rolling mill. This type of mill is called a Prestressed Rolling mill. Applying the prestressing force to the rolling mill makes the rolling mill in the stress state before rolling. When rolling, under the action of rolling force, the working frame of rolling mill and the parts on it must produce elastic deformation. Rolling base elastic deformation is mainly composed of the following parts: elastic elongated frame column, beam bending elasticity, compression pressure screw and nut elastic compression, bearing and bearing elastic, elastic bending and roll elastic flattening. Furthermore, the rigidity of the rolling mill is enhanced and the dimensional accuracy of the rolling product is improved.
In addition, because of the rolling force, the frame produces elastic deformation, and the gap between the parts of the work frame disappears, so that the roll gap value increases at the moment of rolling, so the actual rolling thickness of the workpiece is: h=S+ΔS. In this formula, S is the roll gap value before rolling (no load roller gap), mm; ΔS is the amount of roll gap increase in rolling, mm; referred to as roll gap bounce or roll jump; h is the actual rolling thickness of the rolled piece, mm.
Under the effect of rolling force while in rolling, gap between parts of rolling mill stand will be compressed to disappear firstly. Mill stand and other parts can be considered as a whole when the gap disappears. When the force continues, the deformation of the stand will be consistent with Hooke’s law, that is, the elastic deformation of the stand is proportional to the rolling force, inversely proportional to the stiffness coefficient of the mill: in formula ΔS = P / Km, where P is the rolling force, kN; Km is the rigidity coefficient of the mill, kN / mm; ΔS is the total elastic deformation of the rolling mill frame, mm. Obviously, the actual rolling thickness of the rolling mill is related to the stiffness coefficient of the rolling mill. Under the same force, the greater the stiffness coefficient of the rolling mill, the smaller the roll jump, the better the dimensional accuracy of the rolling.
The results of applying prestressing to the rolling mill frame can eliminate or reduce the amount of clearance between the components in the base and reduce the non-linear part of the total deformation in the rolling mill base; on the other hand, under the action of prestressing, it’s changed the force of the frame, increased the stiffness coefficient of the mill, and reduced the elastic deformation of the rack, thereby improving the accuracy of rolling products.
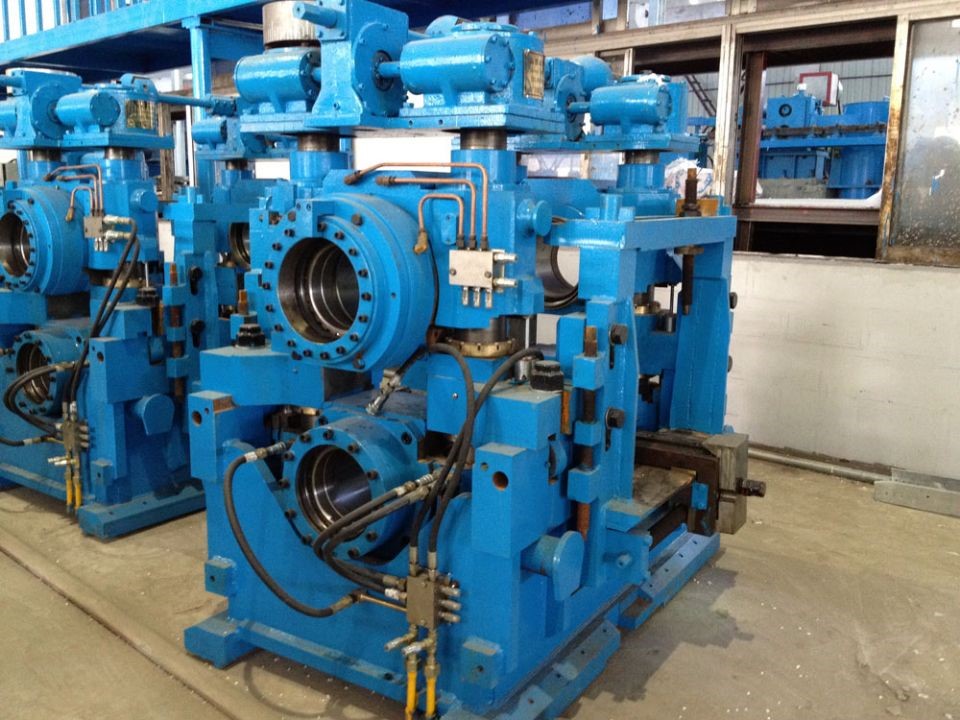
Morgan close-top rolling mill:
Features: closed frame structure, firm and hard to be deformed; Quick adjusting for electric screw-down of upper roller, easy-operating for hydraulic lateral movement and fastening lock of four cylinders; Small inside and big outside windows of mill stand is convenient to change roller.
Close-top rolling mill stand is made of a single-casting. Thin kind of stand is mainly used to small and medium size rolling mill. It is characterized with high intensity and rigidity, small roller jumping value, high precision of products. Close-top rolling mill stand is generally applied to steel production line required higher rolling pressure and precision.